随着元件封装的飞速发展,越来越多的PBGA、CBGA、CCGA、QFN、0201、01005,03015阻容元件等得到广泛运用,表面贴装技术亦随之快速发展,在其生产过程中,焊膏印刷对于整个生产过程的影响和作用越来越受到工程师们的重视。在行业中企业也都广泛认同要获得的好的焊接,质量上长期可靠的产品,首先要重视的就是焊膏的印刷。生产中不但要掌握和运用焊膏印刷技术,并且要求能分析其中产生问题的原因,并将改进措施运用回生产实践中。
为了规范SMT车间锡膏印刷工艺,保证锡膏印刷品质,制定了以下工艺指引,适用于港SMT车间锡膏印刷。工程部负责该指引的制定和修改;负责设定印刷参数和改善不良工艺,制造部、品质部执行该指引,确保印刷品质良好。
一、SMT锡膏印刷工艺使用的工具和辅料:
1,印刷机
2,PCB板
3,钢网
4,锡膏
5,锡膏搅拌刀
二、SMT锡膏印刷步骤
1,印刷前检查
1.1检查待印刷的PCB板的正确性;
1.2检查待印刷的PCB板表面是否完整无缺陷、无污垢;
1.3检查钢网是否与PCB一致,其张力是否符合印刷要求;
1.4检查钢网是否有堵孔,如有堵孔现象需用无尘纸沾酒精擦拭钢网,并用风枪吹干,使用气枪需与钢网保持3―5CM的距离;
1.5检查使用的锡膏是否正确,是否按《锡膏的储存和使用》使用,备注:注意回温时间、搅拌时间、无铅和有铅的区分等。
2,SMT锡膏印刷
2.1把正确的钢网固定到印刷机上并调试OK;
2.2将干净良好的刮刀装配到印刷机上;
2.3用锡膏搅拌刀把锡膏添加到钢网上,首次加锡膏高度在1CM左右,宽度1.5-2CM,长度视PCB长而定,两边比印刷面积长3CM左右即可,不宜过长或过短;以后每两个小时添加一次锡膏,锡量约100G;
2.4放入PCB板印刷,印刷的前5PCS板要求全检,印刷品质OK后,通知IPQC首检,确认印刷品质无异常后,通知产线作业员开始生产;
2.5正常印刷过程中,作业员需每半小时检查一次印刷效果,查看是否有少锡、连锡、拉尖、移位、漏印等不良现象,对引脚过密元件如“BGA、QFP、SOP、排插”等重点检查印刷效果;
2.6每印刷5PCS,需清洗一次钢网,如果PCB板上有引脚过密的元件“BGA、QFP、SOP、排插”,要加大清洁频率每3PCS清洗一次;
2.7生产过程中,如果发现连续3PCS印刷不良,要通知技术员调试;清洗印刷不良的PCB板。清洁印刷不良PCB时,切勿用硬物直接刮PCB表层,以防划伤PCB表层线路,有金手指的PCB,应避开金手指,用无尘纸加少许酒精反复擦拭后,用风枪吹干,在放大镜下检查,无残留锡膏为OK;
2.8正常印刷过程中,要定期检查锡膏是否外溢,对外溢锡膏进行收拢;
2.9生产结束后,要回收锡膏、刮刀、钢网等辅料和工具,并对工装夹具进行清洗,具体按《锡膏的储存和使用》和《钢网清洗作业指引》作业;
3,锡膏印刷工艺要求
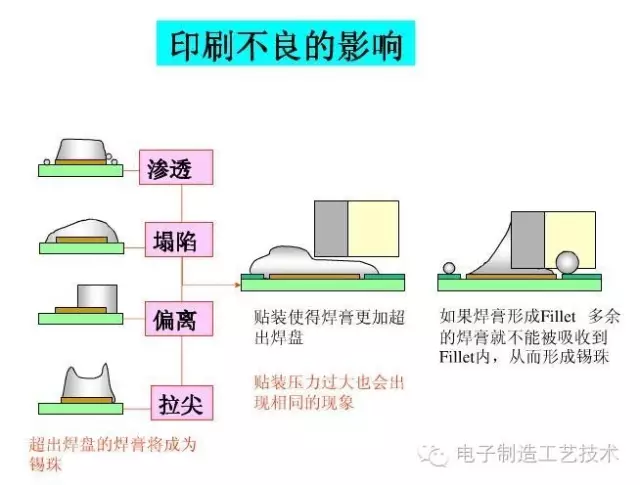
3.1印刷主要不良有:少锡、连锡、拉尖、移位、漏印、多锡、塌陷、PCB板脏等,
3.2 锡膏印刷厚度为钢网厚度-0.02mm~+0.04mm;
3.3 保证炉后焊接效果无缺陷;
如何作好焊膏的印刷
1 焊膏的因素
焊膏比单纯的锡铅合金复杂得多,主要成分如下:焊料合金颗粒、助焊剂、流变性调节剂、粘度控制剂、溶剂等。确实掌握相关因素,选择不同类型的焊膏;同时还要选择产品制程工艺完善、质量稳定的大厂。通常选择焊膏时要注意以下因素:
1.1 焊膏的黏度(Viscosity)
焊膏的黏度是影响印刷性能的最重要因素,黏度太大,焊膏不易穿过模板的开孔,印出的线条残缺不全,黏度太低,容易流淌和塌边,影响印刷的分辨力和线条的平整性。
焊膏黏度可以用精确黏度仪进行测量,实际工作中企业如果采购的是进口焊膏,平时生产时可以采用简单的方法为黏度作定性判断:用刮刀挑起焊膏,看是否是慢慢逐段落下,达到黏度适中。同时,我们也认为要使焊膏每次使用都有很好的黏度特性,需要做到以下几点:
(1)从0℃回复到室温的过程,密封和时间一定要保证;
(2)搅拌最好使用专用的搅拌器;
(3)生
SMT锡膏印刷标准及常见不良
SMT锡膏印刷标准及常见不良有:少锡、连锡、拉尖、移位、漏印、多锡、塌陷、PCB板脏等,锡膏印刷厚度为钢网厚度的-0.02mm~+0.04mm;
SMT锡膏印刷标准
1,CHIP元件印刷标准
1.锡膏无偏移;
2.锡膏量,厚度符合要求;
3.锡膏成型佳.无崩塌断裂;
4.锡膏覆盖焊盘90%以上。
2,CHIP元件印刷允许
1.钢网的开孔有缩孔,但锡膏仍有85%覆盖焊盘;
2.锡膏量均匀;
3.锡膏厚度在要求规格内
4.印刷偏移量少于15%
3,CHIP元件印刷拒收
1.锡膏量不足.
2.两点锡膏量不均.
3.锡膏印刷偏移超过15%焊盘
4,SOT 元件锡膏印刷标准
1.锡膏无偏移;
2.锡膏完全覆盖焊盘;
3.三点锡膏均匀;
4.锡膏厚度满足测试要求。
5,SOT 元件锡膏印刷允许
1.锡膏量均匀且成形佳;
2.有85%以上锡膏覆盖焊盘;
3.印刷偏移量少于15%;
4.锡膏厚度符合规格要求
6,SOT 元件锡膏印刷拒收
1.锡膏85%以上未覆盖焊盘;
2.有严重缺锡
7,二极管、电容锡膏印刷标准
1.锡膏印刷成形佳;
2. 锡膏印刷无偏移;
3.锡膏厚度测试符合要求;
8,二极管、电容锡膏印刷允许
1.锡膏量足;
2。锡膏覆盖焊盘有85%以上;
3.锡膏成形佳;
4.印刷偏移量少于15%。
9,二极管、电容锡膏印刷拒收
1.焊盘15%以上锡膏未完全覆盖;
2. 锡膏偏移超过15%焊盘
10 焊盘间距=1.25-
0.7MM 锡膏印刷标准 1.各锡膏100%覆盖各焊盘;
2.锡膏量均匀,厚度在测试范围内;
3.锡膏成型佳,无缺锡、崩塌;
4.无偏移现象。
11 焊盘间距=1.25-0.7MM 锡膏印刷允许
1.锡膏成形佳,元件焊脚锡饱满,无崩塌、无桥接;
2.有偏移,但未超过15%焊盘;
3.锡膏厚度测试合乎要求;
4.炉后焊接无缺陷。
12,焊盘间距=1.25-0.7MM 锡膏印刷拒收
1.锡膏超过15%未覆盖焊盘;
2.偏移超过15%;
3.锡膏几乎覆盖两条焊盘,炉后易造成短路;
4.锡膏印刷形成桥连。
13,焊盘间距=0.65MM 锡膏印刷标准
1.各焊盘锡膏印刷均100%覆盖焊盘上;
2.锡膏成形佳,无崩塌、无偏移、无桥接现象;
3.锡膏厚度符合要求。
14,焊盘间距=0.65MM 锡膏印刷允收
1.锡膏成形佳,无桥接、无崩塌现象;
2.锡膏厚度测试在规格内;
3.各点锡膏偏移量小于10%焊盘。
4.炉后焊接无缺陷。
15,焊盘间距=0.65MM 锡膏印刷拒收
1.锡膏超过10%未覆盖焊盘;
2.偏移超过10%;
3.锡膏几乎覆盖两条焊盘,炉后易造成短路;
16,焊盘间距≤0.5MM 锡膏印刷标准
1.各焊盘锡膏印刷均100%覆盖焊盘上;
2. 锡膏成形佳,无崩塌现象;
3.锡膏厚度符合要求
17,焊盘间距≤0.5MM 锡膏印刷允收
1.锡膏成形虽略微不佳,但锡膏厚度测试在规格内;
2.各点锡膏无偏移、无桥接、无崩塌;
3.炉后无少锡 假焊现象。
18,焊盘间距≤0.5MM 锡膏印刷拒收
1.锡膏成型不良,且断裂;
2.锡膏塌陷、桥接;
3.锡膏覆盖明显不足。
结束语
为保证表面贴装产品质量,必须对生产各个环节中的关键因素进行分析研究,制定出有效的控制方法。作为关键工序的焊膏印刷更是重中之重,只有制定出合适的参数,并掌握它们之间的规律,才能得到优质的焊膏印刷质量。

网友点评
参与点评