现在有许多PCB表面处理工艺,常见的是热风整平、有机涂覆OSP、化学镀镍/浸金、浸银、浸锡和电镀镍金等工艺。

图1 线路板表面处理的种类
1. 热风整平HASL
热风整平又名热风焊料整平HASL (Hot Air Solder Leveled),它是在PCB表面涂覆熔融锡铅焊料并用加热压缩空气整(吹)平的工艺,使其形成一层既抗铜氧化,又可提供良好的可焊性的涂覆层。可焊性好,热风整平时焊料和铜在结合处形成铜锡金属间化合物。如图1中a)所示。
PCB进行热风整平时要浸在熔融的焊料中;风刀在焊料凝固之前吹平液态的焊料;风刀能够将铜面上焊料的弯月状最小化和阻止焊料桥接。热风整平分为垂直式和水平式两种,一般认为水平式较好,主要是水平式热风整平镀层比较均匀,可实现自动化生产。热风整平工艺的一般流程为:微蚀→预热→涂覆助焊剂→喷锡→清洗。
HASL焊料的厚度和焊盘的平整度(园顶形)很难控制,很难用于贴装窄间距元件。无铅HASL是用非铅金属或无铅焊料合金取代Pb-Sn。
2. 有机涂覆OSP
有机涂覆工艺OSP(Organic SolderabilityPreservative)不同于其他表面处理工艺,如图1中b)所示。它是在铜和空气间充当阻隔层;有机涂覆工艺简单、成本低廉,这使得它能够在业界广泛使用。早期的有机涂覆的分子是起防锈作用的咪唑和苯并三唑,最新的分子主要是苯并咪唑,它是化学键合氮功能团到PCB上的铜。在后续的焊接过程中,如果铜面上只有一层的有机涂覆层是不行的,必须有很多层。这就是为什么化学槽中通常需要添加铜液。在涂覆第一层之后,涂覆层吸附铜;接着第二层的有机涂覆分子与铜结合,直至二十甚至上百次的有机涂覆分子集结在铜面,这样可以保证进行多次回流焊。试验表明:最新的有机涂覆工艺能够在多次无铅焊接过程中保持良好的性能。
有机涂覆工艺的一般流程为:脱脂→微蚀→酸洗→纯水清洗→有机涂覆→清洗,过程控制相对其他表面处理工艺较为容易。
3. 化学镀镍/浸金ENIG
(1) 工艺流程
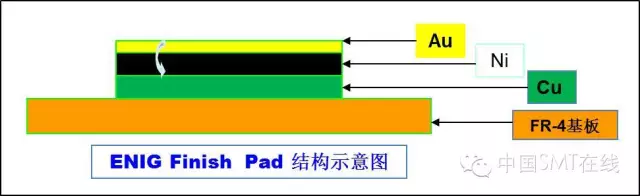
图2 ENIG表面焊盘的结构示意图
化学镀镍/浸金工艺的一般流程为:酸性清洁→微蚀→预浸→活化→化学镀镍→化学浸金,主要有6个化学槽,涉及到近100种化学品,因此过程控制比较困难。
(2) 应用
化学镀Ni和浸镀金(ENIG)具有良好的可焊性,用于印制插头(金手指)、触摸屏开关处。Ni作为隔离层和可焊的镀层,要求厚度≥3um;Au是Ni的保护层 ,Au能与焊料中的Sn形成金锡间共价化合物(AuSn4),在焊点中金的含量超过3%会使焊点变脆,过多的Au原子替代Ni原子,因为太多的Au溶解到焊点里(无论是Sn-Pb还是Sn-Ag-Cu)都将引起“金脆”。所以一定要限定Au层的厚度,用于焊接的Au层厚度≤1µm (ENIG :0.05~0.3µm)。
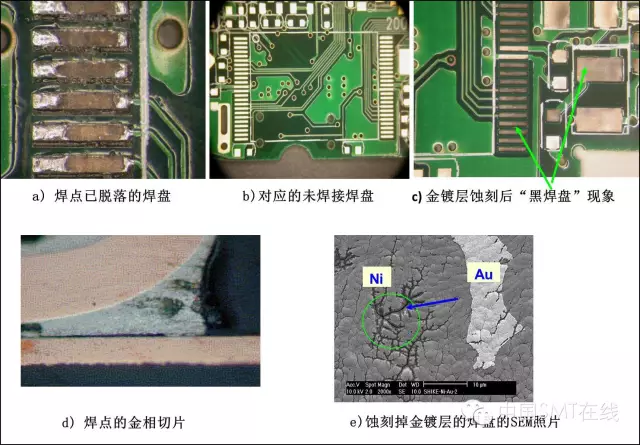
如果镀镍工艺控制不稳定,会造成“黑焊盘”现象。如图3中的例子,
tu3
图中a是焊接后元器件脱落现象, 可以看到焊盘发黑;
b是没有焊接QFP元器件之前线路板上的焊盘;
c是放大后QFP对应的空焊盘有发黑的现象;
d是在元器件引脚和焊盘的金相切片,焊接的接触面上出现了裂纹;
e针对焊盘上做的SEM扫描电镜分析,可以看到镍层有粗糙空隙产生。
(3) “黑焊盘”现象的产生原因
(a)PCB焊盘金镀层和镍镀层结构不够致密,表面存在裂缝,空气中的水份容易进入,以及浸金工艺中的酸液容易残留在镍镀层中。在镀金时,由于Ni原子半径比Au的小,因此在Au原子排列沉积在Ni层上时,其表面晶粒就会呈现粗糙、稀松、多孔的形貌形成众多空隙,而镀液就会透过这些空隙继续和Au层下的Ni原子反应,使Ni原子继续发生氧化,而未溶走的Ni离子就被困在Au层下面,形成了氧化镍(NixOy)。当镍层被过度氧化侵蚀时,就形成了所谓的黑焊盘。
(b)镍镀层磷含量偏高或偏低,导致镀层耐酸腐蚀性能差,易发生腐蚀变色,出现“黑盘”现象,使可焊性变差。(PH为3~4较好)
(c)镀镍后没有将酸性镀液清洗干净,长时间 Ni被酸腐蚀。
(d)焊接时,作为可焊性保护性涂覆层的薄薄的Au层很快扩散到焊料中,露出已过度氧化、低可焊性的Ni层表面,势必使得Ni与焊料之间难以形成均匀、连续的金属间化合物(IMC),影响焊点界面结合强度,并可能引发沿焊点/镀层结合面开裂,严重的可导致表面润湿不良使元件从PCB上脱落或镍面发黑,俗称“黑镍”。
大量研究和实际情况表明,镀层中P的含量是整个镀层质量的关键。当P含量在7%-10%之间时,Ni层的质量比较好。
4. 浸银
浸银工艺(Immersion Silver) 如图1中d)所示,介于有机涂覆和化学镀镍/浸金之间,工艺比较简单、快速;不像化学镀镍/浸金那样复杂,也不是给PCB穿上一层厚厚的盔甲,但是它仍然能够提供好的电性能。银仅次于金,即使暴露在热、湿和污染的环境中,银仍然能够保持良好的可焊性,但会失去光泽。浸银不具备化学镀镍/浸金所具有的好的物理强度因为银层下面没有镍。另外浸银有好的储存性,浸银后放几年组装也不会有大的问题。
浸银是置换反应,它几乎是亚微米级的纯银涂覆。有时浸银过程中还包含一些有机物,主要是防止银腐蚀和消除银迁移问题;一般很难测量出来这一薄层有机物,分析表明有机体的重量少于1%。
5. 浸锡
浸锡(Immersion Tin),如图1中e)所示。由于目前所有的焊料都是以锡为基础的,所以锡层能与任何类型的焊料相匹配。从这一点来看,浸锡工艺极具有发展前景。但是以前的PCB经浸锡工艺后出现锡须,在焊接过程中锡须和锡迁徙会带来可靠性问题,因此浸锡工艺的采用受到限制。后来在浸锡溶液中加入了有机添加剂,可使得锡层结构呈颗粒状结构,克服了以前的问题,而且还具有好的热稳定性和可焊性。
浸锡工艺可以形成平坦的铜锡金属间化合物,这个特性使得浸锡具有和热风整平一样的好的可焊性而没有热风整平令人头痛的平坦性问题;浸锡也没有化学镀镍/浸金金属间的扩散问题――铜锡金属间化合物能够稳固的结合在一起。浸锡板不可存储太久,组装时必须根据浸锡的先后顺序进行。
6. 电镀镍金
电镀镍金(Electrolytic Nickel/ Gold)是PCB表面处理工艺的鼻祖,自从PCB出现它就出现,以后慢慢演化为其他方式。如图7-17中f)所示.它是在PCB表面导体先镀上一层镍后再镀上一层金,镀镍主要是防止金和铜间的扩散。现在的电镀镍金有两类:镀软金(纯金,金表面看起来不亮)和镀硬金(表面平滑和硬,耐磨,含有钴等其他元素,金表面看起来较光亮)。软金主要用于芯片封装时打金线;硬金主要用在非焊接处的电性互连。
考虑到成本,业界常常通过图像转移的方法进行选择性电镀以减少金的使用。目前选择性电镀金在业界的使用持续增加,这主要是由于化学镀镍/浸金过程控制比较困难。
正常情况下,焊接会导致电镀金变脆,这将缩短使用寿命,因而要避免在电镀金上进行焊接;但化学镀镍/浸金由于金很薄,且很一致,变脆现象很少发生。
7. 其他表面处理工艺
其他表面处理工艺的应用较少,下面来看应用相对较多的化学镀钯工艺。
化学镀钯的过程与化学镀镍过程相近似。主要过程是通过还原剂(如次磷酸二氢钠)使钯离子在催化的表面还原成钯,新生的钯可成为推动反应的催化剂,因而可得到任意厚度的钯镀层。化学镀钯的优点为良好的焊接可靠性、热稳定性、表面平整性

网友点评
参与点评